 View Locations
View Locations 24/7 Service: 877-MIR-BELT (877-647-2358)
24/7 Service: 877-MIR-BELT (877-647-2358)



When PVC and laminated materials arrive at your facility, specialized equipment must precisely and efficiently cut the materials into cards, which are then personalized and packaged for end uses across industries. The end result is thousands of cards for access control, banking, health, telecommunications uses and more — but processing issues still often arise. Maybe your inkjet printing isn’t providing a precise high-resolution logo, or belts aren’t feeding cards at an acceptable pace. These problems risk your facility’s efficiency, throughput and overall bottom line.
In this article we’ll summarize common problems seen at card personalization facilities — and offer actionable solutions. These will allow you to prevent unnecessary (and costly) maintenance and keep your facility operating at optimum efficiency.

Problem #1: Imperfect printing and drying
Precise and accurate printing of names, account numbers and company logos on cards is a result of high-resolution inkjets and subsequent drying sections. But conveyance issues can compromise the printing and drying process, risking damaged products and reducing throughput.
If you notice problems with the quality of your high-resolution printing, it may be a result of belting without a smooth splice, improper tracking or an inadequate grip. First, visually assess the splice on your printing belt — if it shows visual signs of damage or weakening, consider replacing the belt. Next, check the grip characteristics of your belt are configured appropriately for your application. You can then troubleshoot your tracking by verifying:
- Is the belt installed at the correct tension? (Signs of improper tension include slippage and slack in the belt).
- Is the belt traveling in the correct direction?
- Is the belt running at the correct speed?
- Is the splice straight?
- Are you front loading the belt (as opposed to side loading, which can throw off the tracking)?
- Are pulleys and rollers running at right angles to the belt running axis?
- Is the belt free of debris?
- Is a regular cleaning program in place?
- If belts are removed for cleaning, are they re-tensioned when returned to the belt?
If, after verifying tracking, splice and grip quality, you’re still unable to correct the printing problem, consider reaching out to your conveyor belting provider.
For problems with the drying section, the solution is a bit more straightforward — high-temperature belting is essential for these applications. A predominantly or 100% silicone belt will withstand the heat of these applications while offering a reliable lifespan. High-temperature materials typically cost more up front, but the amount they save in replacement labor, downtime and productivity provide an unmatched long-term ROI.
Problem #2: Limited feed belt lifespan
As feed belts on friction feeders process cards onto inkjet bases, attaching bases or for general transport through the facility, they undergo a lot of wear and tear. Their continual replacement can feel like a thorn in the side of your maintenance team. Furthermore, feed belt specifications are a difficult balancing act; if you spec a belt with greater lifespan, you may risk the grip capability of the belt and lose productivity.
The solution to this problem is a feed belt surface engineered with the appropriate grip suited for the material you’re conveying. The belts that come with Kirk-Rudy, Kora-Packmat or Multifeeder machines typically work for any material, but aren’t ideal for every material. Different types of cards, from thinly laminated customer reward cards to heavy-duty premium credit cards, require modified grips. The typical soft grip belt may require a grooved surface to work with glossy card, or you may add vacuum holes to help move the product. This more customized approach — as opposed to relying on a one-size-fits-all belt — should solve the problem of frequent belt replacement without sacrificing grip.
The next time you need to replace your feed belt, discuss solutions with your provider that match the needs of the card you’re conveying. This will lead to less frequent replacements, less stoppage on the line and overall improved productivity on friction feeders.
Problem #3: Unreliable side-by-side belt tension
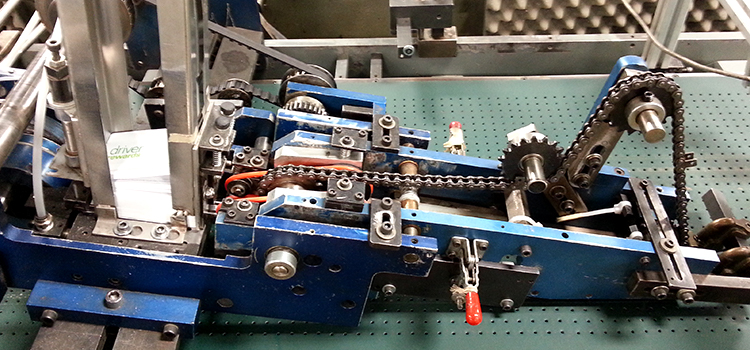
Card processing bases, whether they’re outfitted for inkjet, lamination or packaging, often operate with a set of ¾-inch- to 1-inch-wide belts running side-by-side (as opposed to one wide, flat belt). Keeping these belts running smooth and straight doesn’t pose an issue when individual tensioning is available. But when the side-by-side belts run on a common shaft and individual belt tensioning isn’t an option, you may see problems arise. Improper tension can lead to premature belting failure, skewed product manipulation and ultimately, costly downtime.
The reason for improper tension can often be sourced back to the set of side-by-side belts not being engineered to the exact same dimensions. Though it may seem simple for a conveyor belting provider to fabricate a set of belts to the same length, providers vary in the sophistication of their belt fabrication exactitude. Seek out a belting manufacturer who can provide matched set belting, where an endless sleeve is slit with very tight tolerances. This guarantees measurement accuracy — thus proper tensioning for your card processing bases.
A partner for improving your facility
We’ve addressed common conveyance issues at Card Personalization facilities, but every operation is different — and thus unique problems inevitably come up. Get expert insight on the specific problems you see at your facility by signing up for the MIR Belting Audit™. Our technicians are deeply familiar with the Atlantic Zeiser, Datacard, Kirk-Rudy, Kora-Packmat machinery and more seen in Card Personalization facilities and will share ROI-driven recommendations for improving the efficiency of your processing lines. Start improving today.

