View Locations
View Locations








National Shrimp Day: The Journey Shrimp Takes Before It Reaches Your Plate
From shrimp and grits to shrimp Alfredo, this lean and versatile protein shows up in kitchens everywhere quick to cook, delicious, and easy to love. This National Shrimp Day, we’re taking a behind-the-scenes look at the journey shrimp takes before it reaches your plate.
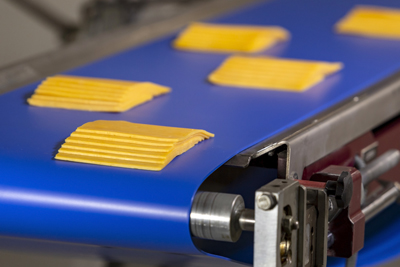
Inside a modern seafood processing facility, shrimp moves through a carefully coordinated series of steps—from preparation and cleaning to cooling, packaging, and freezing. Along the way, conveyor belts help keep each stage running smoothly by supporting freshness, food safety, and efficient product flow.
Raw Receiving, Peeling & Deveining
That journey starts as shrimp arrives at the processing facility and moves into raw receiving, peeling, and deveining—early steps where cleanliness and careful handling matter most.
At this stage, shrimp is in its most hygiene-critical state. During raw receiving, peeling, and deveining, product is exposed to ice, meltwater, and raw proteins, making sanitation and cleanability essential. These areas also require frequent washdowns to meet strict food-safety standards.
Belting used here must resist moisture and help reduce contamination risks. Soliflex PRO is well suited for these early processes because its solid, homogeneous construction contains no fabric layers that can absorb water or harbor bacteria. Its smooth, non-porous surface supports fast, effective cleaning, helping maintain cleanliness and reliability as shrimp moves through initial preparation.

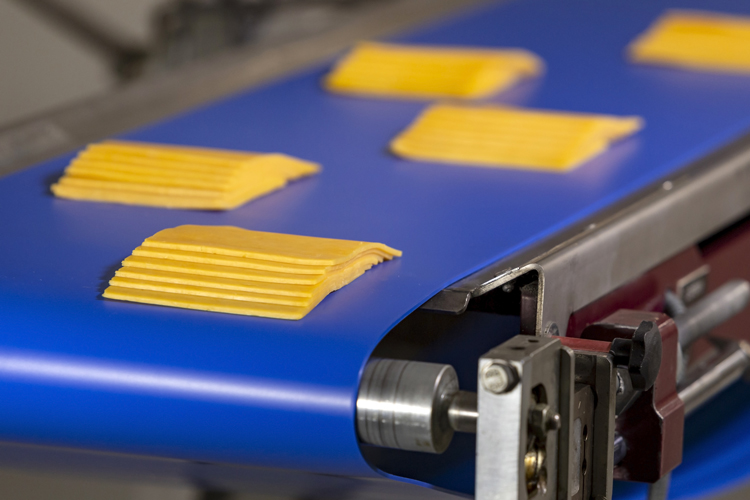
Washing, Dewatering, Cooling & Glazing
After raw handling, shrimp transitions into water-intensive processing. Washing and rinsing remove remaining debris, dewatering reduces excess moisture, and cooling and glazing help preserve freshness, appearance, and weight before packaging.
In the washing and dewatering phase, belts such as the uni® MPB closed‑surface belt help control shrimp movement while reducing contamination on the conveyor line. The closed surface prevents small, loose product from slipping through the belt, while pop‑up flights enable product indexing, elevation, and separation. A built‑in automatic scraper integrated with the pop‑up flights removes residual product from the belt—maximizing throughput and minimizing waste and product loss.
During cooling and glazing, processors frequently rely on belts like the uni® SNB M2 20% Nub Top. At this stage, shrimp is exposed to chilled water and ice as a thin glaze is applied to protect product quality. The nub-top surface helps prevent shrimp from sticking to the belt in cold, wet conditions—particularly at the belt return—helping reduce product loss and waste while supporting more efficient sanitation.
Together, these belting solutions help maintain cleanliness, improve product release, and support smooth movement through cooling and glazing before shrimp transitions to downstream packaging operations.
Packaging Infeed, Freezing & Pack-Out
Once shrimp reaches packaging infeed, the process shifts from handling loose product to moving sealed bags, trays, or pouches. These packages then travel through labeling, freezing, hardening, and pack-out in cold or frozen environments where consistent movement and durability are essential.
At this stage, reliable conveyance helps protect product integrity as shrimp moves through freezing tunnels and into cold storage before distribution.
From Processing Floor to Plate
From hygiene-critical raw handling to water-intensive processing and steady movement through cooling, glazing, and freezing, shrimp production demands different belt performance at every stage. When conveyor belts are selected to match the specific conditions of each application, including sanitation, drainage, product release, and temperature—processors can maintain sanitation, efficiency, and product integrity throughout the line.
That application-focused approach is what Belting Solved means in practice—supporting a smooth, reliable journey from processing floor to plate.