View Locations
View Locations







Supporting the Cheese Production Journey with MIR Solutions
Cheese is produced in high volumes and multiple formats—from shredded and sliced to block—requiring consistent quality and strict hygiene standards. In recognition of National Cheese Day, MIR takes a closer look at how modern cheese production moves from raw materials to finished packages, and how BEHAbelt conveyor solutions support reliable performance across key production stages.
Cheese manufacturers rely on repeatable processes that balance food safety, throughput, and uptime. As product moves through the line, each step must support consistent handling, cleanability, and accuracy.
From Milk Intake to Forming: Building the Cheese Base
Cheese production begins with milk intake and preparation, followed by pasteurization and coagulation, where milk is converted into curds and whey. The curds are then cut, cooked, and formed into blocks or portions.
While these early stages focus on product transformation, maintaining hygienic and controlled conditions is essential to ensure predictable handling once cheese enters downstream processing operations.
Product InFeed: Precision Starts at the Beginning
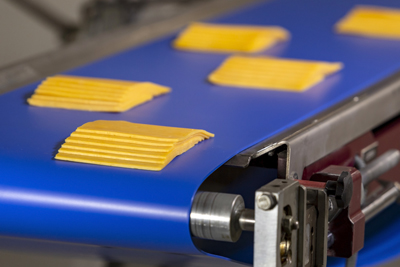
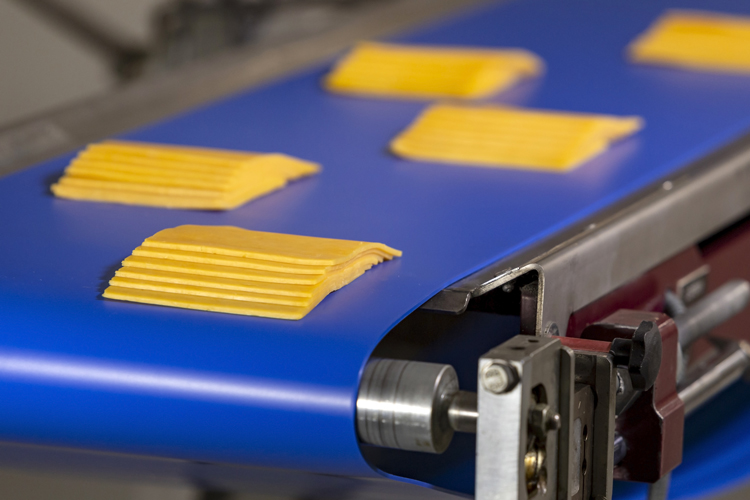
After forming, cheese enters product infeed areas where blocks or portions are introduced to cutting, slicing, or inspection equipment. Performance at this stage directly impacts downstream accuracy and line stability.
At infeed, heavier and less uniform cheese requires increased belt stability. A great option for this production stage is a harder elastic BEHAbelt monolithic conveyor belt (PU95A), which delivers reliable loadbearing performance through added stiffness. Its hygienic design helps minimize moisture penetration while supporting consistent product flow early in the cheese production process.
Portioning, Slicing, and Inspection
Following infeed, cheese products are portioned, sliced, shredded, or inspected based on final format requirements. Maintaining consistent positioning and smooth transitions through these steps helps reduce variability before packaging and keeps lines running efficiently.
Packaging: Automation, Hygiene, and Accuracy
Packaging is one of the most demanding stages of cheese production, combining high speeds, tight tolerances, and multiple formats such as thermoformed, tray, pouch, and skin packaging.
In cheese packaging operations that require precise indexing, BEHAbelt positivedrive AT5 belts provide an ideal solution by delivering slipfree, synchronized movement. This ensures consistent positioning of sliced, shredded, or block cheese for labeling, inspection, and sealing, helping manufacturers maintain line speed, reduce rejects, and support reliable highspeed packaging performance.
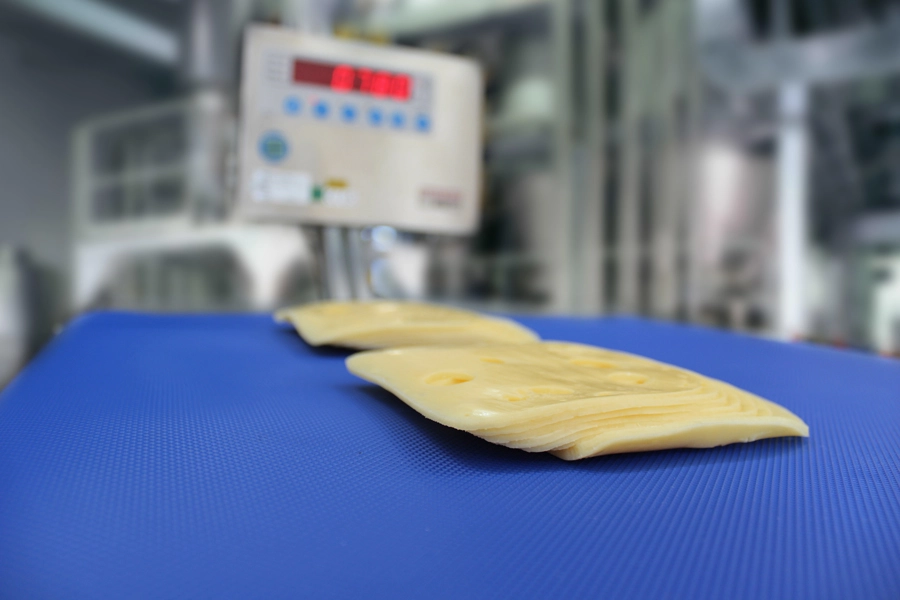
Checkweighers: Protecting Yield and Reducing Product Waste
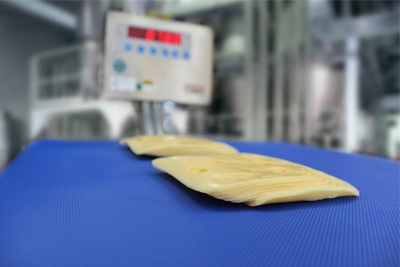
Once cheese is packaged and sealed, the next step is verification to ensure each package meets weight requirements before moving further down the line. For cheese manufacturers, this step is critical for meeting regulations while protecting yield and minimizing product waste.
To support accurate weighing, BEHAbelt thin (from 0.9 mm) hygienic conveyor belts (PU80A) ensure smooth, stable product transport through checkweighting systems. THese thin belts also allow for very tight idler pulleys, while the angled weld seam distributes the impact on the shaft over time, ensuring smooth operation of the check weigher. The MICROclean surface finish improves cleanability, ensures reliable release, and guaranteese repeatable results on high-speed cheese processing lines.
Keeping Cheese Production Moving
From product infeed through packaging and verification, cheese processors depend on conveying solutions that perform reliably in demanding environments. By selecting belting designed for the specific needs of each production stage—from loadbearing stability to precise positioning and accurate weighing—BEHAbelt supports efficient, consistent cheese production across the entire processing line.
With proven belting solutions and application expertise, MIR helps cheese manufacturers solve realworld production challenges with confidence—Belting Solved.