 View Locations
View Locations







From Dough to Cheese Slices: MIR Spotlights the Belts Behind a Grilled Cheese
We’re diving into the sandwich we all know and love — the ooey‑gooey comfort of a grilled cheese, paired with the classic bowl of soup that makes it complete. As part of our National Grilled Cheese Day celebration, MIR is shining a spotlight on one of our partner’s essential belts supporting the bread‑making and cheese‑slicing steps behind every perfect melt. ( like this one) please replace the current intro with this one
Breadmaking: Where Clina Fits — and Why
Every grilled cheese starts long before the cheese hits the slicer — it begins with the bread. In the early stages of breadmaking, ingredients are mixed and kneaded into dough before moving into shaping, moulding, and eventually fermentation. As the dough becomes more delicate and takes on its final structure, it depends on conveying equipment that can move it cleanly without sticking, tearing, or deforming.
That’s why Esbelt’s Clina line is used at two consecutive stages of the breadmaking process. The first is during dough handling and forming, where the dough is manipulated, laminated, and moulded into shape. Its low‑adhesion surface, good release properties, and resistance to animal and vegetable fats help prevent sticking and buildup during these sticky, high‑hydration operations.
Immediately following this is the transfer into the proofing stage, where the shaped dough is conveyed into warm, humid fermentation conditions. Clina belts provide the dimensional stability, clean surface, and gentle, consistent movement required to protect dough structure as it enters the proofer — a point where even minor deformation can affect the final loaf.
These two back‑to‑back stages — dough shaping and proofing transfer — represent the key areas where Clina belts support bread quality before the process continues through proofing, baking, cooling, and packaging.
Cheese Processing: Where Novak Premium PU Matters Most — and Why
As production shifts from bakery to dairy applications, conveying continues to play a vital role in protecting product integrity — especially in late‑stage cheese processing, where belt performance directly affects slice quality, hygiene, and downstream efficiency.
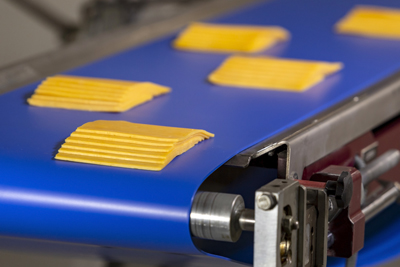
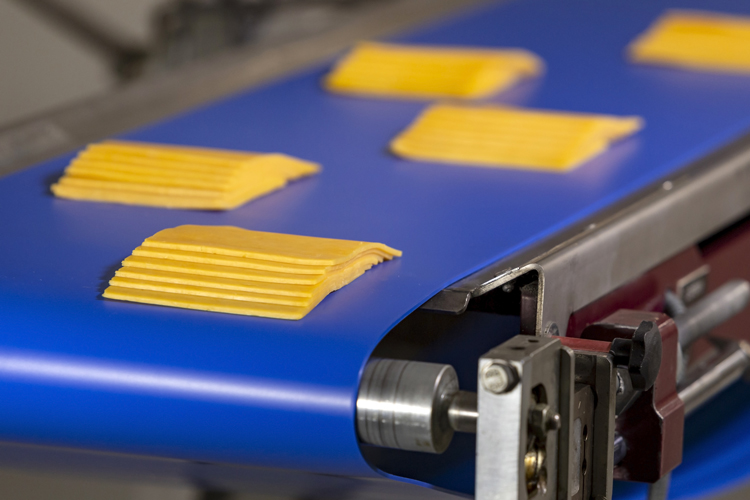
The esbelt Novak Premium PU line excels in the slicer infeed and immediate post‑slicing transfer stage, where formed and cooled cheese blocks require controlled, consistent feeding into the slicer. Its low‑adhesion, non‑porous matte‑silk cover helps prevent drag or sticking that can compromise slice uniformity.
As slices exit the blade, this same surface allows them to release cleanly, reducing tearing, curl‑back, or smearing — issues that commonly challenge high‑fat cheese lines. The belt’s strong resistance to dairy fats maintains stable performance during continuous contact with lipids.
Its antimicrobial and antibiofilm properties provide essential hygiene support at the stage where cheese is most exposed. And with slicing systems frequently relying on tight knife‑edge transfers, the Novak PU belt’s flexibility ensures smooth transitions into stacking, portioning, or packaging equipment without slice deformation.
Conclusion
From clean dough handling in the bakery stage to precise slicing and transfer in cheese production, the right solutions keep every ingredient moving with the consistency these processes demand — that’s Belting Solved.





